When first introduced in the United States, it was assumed that cross-laminated timber (CLT) would be manufactured from softwood species. The reasons are simple – CLT in Europe is made mostly from softwood, and the American structural performance standards are designed around softwood lumber.
Early CLT adoption in North America has focused exclusively on softwood lumber. However, a group of researchers at Virginia Tech, including myself, wanted to investigate the potential for hardwood material to be utilized in CLT production.
Softwood Standards Were an Easy Springboard for North American CLT Adoption
The American National Standard for Performance-Rated Cross-Laminated Timber (APA/ANSI PRG 320)), hereafter referred to as PRG 320, was first prepared by referencing the common values of dimensional lumber used in structural application. In 2015, 2017, and 2019, the PRG 320 standard document was updated by adding various lumber species and CLT grades to widen the use of the product. However, they exclude the hardwood species as a potential raw material source to prepare the lamella (the lumber used to manufacture the CLTs). It was clear that none of the hardwood species were produced for the structural market, so using hardwood lumber in CLTs requires a multi-step approach.
Researching the Potential for a Hardwood CLT Standard
The first step is standardizing the manufacturing process to produce uniform and standard dimension lumber that meets the CLT raw material requirements, such as drying to 15% or below moisture content. In addition, all four sides of the lumber must be surfaced to allow for flush alignment of CLT pieces. Standardization is key for CLT efficiency; material must be trimmed and ripped to standard width and thickness.
Before we prepare to produce the lumber for CLT use, it is important to know if the CLT mills can process it for CLT production. So, we collected CLT manufacturers’ perspectives on using hardwood lumber in the current CLT manufacturing process. We visited the manufacturers and interviewed them to learn about their constraints in using hardwood lumber as CLT lamella.
The results are very positive. All the CLT manufacturers we visited are equipped with technology to use hardwood lumber in their current setup. In the second step, we surveyed the hardwood sawmills to know if they could produce structural grade hardwood lumber (SGHL) from low-value logs as a product mix. Given differences in manufacturing NHLA grade lumber and SGHL in sawing, drying, surfacing, and grading, sawmills may require adjusting their lumber production process to manufacture SGHL. Due to the lack of studies showing the adoption of new processes to produce SGHL, it is hard to understand the required changes in processing, material handling, and associated costs. Our survey concluded that about 10% of the sawmills have the resources to produce SGHL with their current technology.
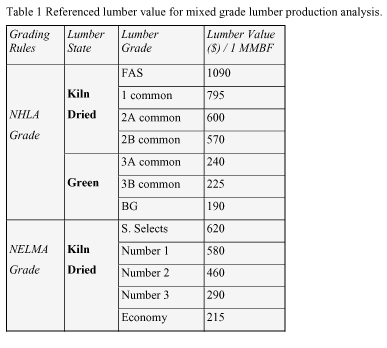
Next, we were interested in conducting a log yield study of SGHL production as a product mix with NHLA grade lumber and its economic feasibility from yellow poplar (YP) logs. A log yield study was developed to compare the National Hardwood Lumber Association (NHLA) and SGHL for visual grading. Two different lumber grading rules were used to compare the yield between existing lumber production and proposed mixed grade production: NHLA rules for grading high-value lumber and Northeastern Lumber Manufacturers Association (NELMA) grading rules for SGHL. The existing sawing practices were used to produce higher-grade lumber from the logs’ outer zones to obtain the cants. The cants were processed to produce 6'’ and 8'’ wide SGHL to meet the PRG 320 requirements.
The results from the log yield study are very intriguing. While sawing forest service grade-3 logs with diameters of 12-15 inches, 84% of the lumber produced was 2 common and lower when only NHLA grade lumber was applied to all lumber produced. However, when NELMA grade is applied to 2-inch thick lumber produced from logs cants, about 65% of the lumber was graded as SGHL by volume. If they could make #3 or higher structural grade that could be used in CLT production, all structural lumber produced was labeled as SGHL grade. From this experiment, 95% of the lumber sawn for structural use was #3 and higher grade, and more than 73% of the lumber produced was #2 and better. Mixed grade lumber production yields significantly higher lumber volume and return for all logs at a referenced price of SGHL as shown in Table 1. The return for SGHL production and its competitiveness with other structural grade lumber depends on the market price for SGHL.
Looking into Remanufactured Lumber Market Considerations
Researchers at Virginia Tech also explored the second method to produce SGHL by remanufacturing the locally available lumber from sawmills inventory. The idea was to compare and develop a relationship between the NHLA grade and NELMA grade of SGHL remanufactured from 2 common or lower-grade lumber. During remanufacturing, all NHLA grade lumber was trimmed to 8, 10, and 12 feet in length, 5.5 and 7.5 inches in width, and a 1.5-inch thickness after surfacing on all four sides. This practice helps us understand that unless the lumber is of the required dimension, remanufacturing SGHL from NHLA grade lumber leads to significant wood loss. In this experiment, about 32% of the wood was lost after removing unacceptable lumber due to thickness and width non-conformity. Interestingly, of NHLA grade 2 common lumber, 96% of the lumber was graded as #3 or higher, about 80% was graded as #2, and higher-grade lumber. For better than 2 common NHLA grades, 95% of lumber was graded #2 or higher.
All the lumber produced from the remanufacturing of the NHLA grade lumber was used to manufacture the first hardwood CLT panel in the commercial CLT manufacturing facility. These panels have been manufactured to observe the performance of the hardwood CLTs and compare them with the softwood CLTs manufactured in the United States. Following the American Plywood Association (APA) standard procedures required, each panel was produced and tested in the APA Laboratory in Tacoma, Washington. The observed results were so appealing that yellow poplar CLT exhibited up to 30 times higher than published southern yellow pine CLT’s strength values. This observed result from this experiment is used as referenced to apply for the inclusion of hardwood lumber and hardwood CLTs in PRG 320. Virginia Tech is working with different stakeholders to recognize the use of hardwood lumber for structural use and increase the domestic market share of hardwood lumber. Another approach to increasing the use of SGHL and hardwood is that we have recently finished the production of hardwood laminated and hybrid CLTs to test the strength properties and delamination between various wood species. The test results will be published at the end of summer 2022.
Research Conclusions Point to Good Potential for Hardwood CLT in the Future
Producing hardwood only, hardwood-softwood hybrid and hardwood laminated CLTs have opened another avenue of hardwood utilization. With the preliminary results and tests performed at the manufacturer’s facility, there is ample evidence to support the viability of hardwood CLT production. Some CLT mills and hardwood lumber manufacturers are aware of this market. If a CLT mill continuously receives demand for hardwood CLT, it wouldn’t take long for commercial production of the SGHL to begin. However, it is likely to be manufactured as customized lumber types rather than a commodity product for some time. From both SGHL production methods, it is clear that lower grade hardwood lumber can be manufactured as SGHL and marketed as CLT raw materials. This is critical because, at present, the pallet, crosstie, and board road industries are the only consumers of lower grade lumber and have a minimum return for lumber producers. After recognizing hardwood CLTs in PRG 320, we assume that it will be much easier for CLT industries to explore the market for hardwood and hybrid CLTs. To begin production of hardwood CLTs for structural applications, which is supposed to be the primary consumer in the future, we assume the following should first occur:
• Recognizing hardwood lumber by the PRG 320 standard
• Including hardwood CLT in the PRG 320 standard
• Producing commercial SGHL
• Operating CLT mills in the region where hardwood species are abundant.
The recognition of hardwood lumber and CLTs in PRG320 may take another year or two as this is an ongoing process. Our team is working to include hardwood CLTs in the new version of the PRG 320 that is planned for release in the summer of 2023. We assume that as soon as hardwood CLTs are included in PRG 320, it will open the market for commercial production of SGHL.
There are numerous advantages to producing SGHL for the CLT market. The major advantage is that sawmills can use lower grade logs to manufacture SGHL, which will help harvest more timber from the forest that has not been harvested for years due to the lack of a high-value market. In that case, this will increase the consumption of hardwood lumber in the domestic market and significantly help in forest management. Secondly, the production of the SGHL from low-grade logs leaves good lumber for pallet industries that satisfy the quality of the lumber needed by the industry and diverts higher-grade lumbers to higher-value markets helping to improve the economics of all involved stakeholders. Production of SGHL significantly increases the production of hardwood lumber, so there will be enough lumber for the existing market. Additional production volume of lumber might require additional sorting of the lumber, which provides the opportunity to buy various quality lumber at an economical value. Our future research is focused on the economical production of SGHL with various sawing methods to determine the strength values of different hardwood CLTs.
Editor’s Note: Sailesh Adhikari is a post-doc researcher at Virginia Tech who has worked under the supervision of Henry Quesada to research the potential for hardwood lumber utilization in the mass timber market. For more information, contact hjquesad@purdue.edu.